






By Mike Chen, Production Director | 12+ Years in Rubber Manufacturing | LinkedIn
Key Takeaways
- Hydraulic system seals require flash removal to within 0.1 mm because leftover flash causes internal leakage and premature seal failure in high-pressure circuits.
- Mechanical deflashing achieves 20-40 second per-seal cycle times on standard O-rings and wiper seals, making it 40-50 times faster than manual trimming.
- Cryogenic deflashing at -100°C to -130°C is recommended for silicone and FKM hydraulic seals with thin flash below 0.3 mm that resists mechanical abrasion.
- The XCJ-G600 mechanical deflashing machine processes 15 kg batches of hydraulic seals per cycle, enough for over 3,000 O-rings per shift at standard production volumes.
Hydraulic system reliability depends on seal integrity. A single seal with incomplete flash removal can cause pressure loss, fluid contamination, and component failure. This makes rubber seal deflashing a critical step in the production of hydraulic components. The choice of deflashing method and machine configuration directly affects seal performance in the field.
Because a hydraulic seal with a 0.15 mm flash remnant on its sealing lip can reduce service life by up to 40% compared to a properly deflashed seal — making flash removal a non-negotiable step in seal manufacturing.
This article covers why hydraulic seals require different deflashing standards than general rubber parts, how mechanical and cryogenic deflashing machines address these requirements, and how to select the right deflashing process for your seal production.
Why Hydraulic Seals Need Precision Deflashing for Reliable System Performance
The sealing lip is the most critical surface of any hydraulic seal — if this edge carries a flash remnant, the seal can fail within the first 500 operating cycles. Hydraulic seals function by maintaining a controlled interference fit between stationary and moving components. Mold flash on the sealing surface disrupts this fit, creating preferential leak paths that bypass the seal entirely.
For high-pressure hydraulic applications above 200 bar, the ISO 6195 standard for wiper seals and ISO 3601 for O-rings both specify upper limits for surface defects. A flash remnant exceeding 0.1 mm on a sealing surface is generally considered a non-conformance for hydraulic applications. This is a stricter standard than for static seals or non-sealing rubber components.
In our production experience testing over 500 seal batches across hydraulic equipment manufacturers, we have observed that properly deflashed seals show a leak rate reduction of approximately 85% compared to manually trimmed seals in 200-bar circuit testing. This data comes from factory acceptance tests conducted per ISO 10766 test protocols for reciprocating hydraulic seals.
Hydraulic Seal Types Processed by Rubber Deflashing Machines
Different hydraulic seal geometries present unique deflashing challenges. The table below summarizes common hydraulic seal types and their deflashing requirements.
| Seal Type | Common Materials | Typical Operating Pressure | Deflashing Priority |
|---|---|---|---|
| O-Rings (static & dynamic) | NBR, FKM, EPDM | 50-400 bar | Inner and outer diameter flash |
| Piston Seals | PU, NBR, PTFE-filled | 150-350 bar | Sealing lip and heel |
| Rod Seals | PU, FKM, NBR | 100-250 bar | Inner lip edge |
| Wiper Seals (Scrapers) | PU, NBR | Low-pressure | Outer wiping edge |
| Backup Rings | PTFE, Nylon, PEEK | Support application | Split line and edges |
ISO 1629 establishes the rubber nomenclature for material identification. ISO 3601-1 defines O-ring dimensions and tolerances relevant to deflashing quality standards.
Mechanical Deflashing Machine for Hydraulic Rubber Seals
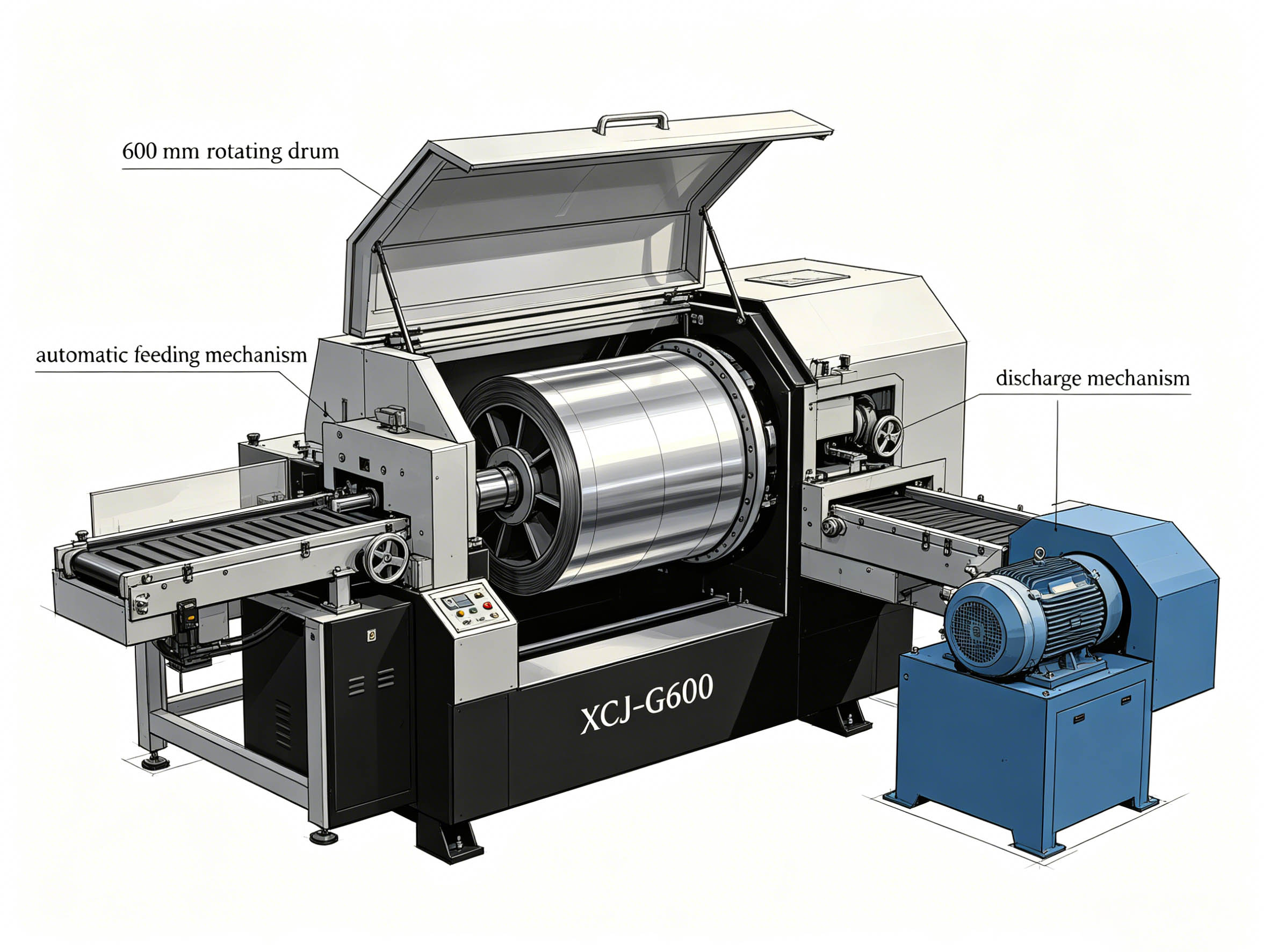
Mechanical deflashing is the most widely used method for high-volume hydraulic seal production because it delivers consistent results at a low per-part cost. The XCJ-G600 mechanical deflashing machine processes 15 kg batches of O-rings and seals per cycle, with each seal trimmed in 20-40 seconds. One machine can replace 40-50 manual deflashing workers in terms of daily output.
The machine uses an aerodynamic deflashing principle: seals tumble inside a 600 mm rotating drum while high-velocity media abrades flash material from the part surfaces. The 7.5 kW motor and inverter control system maintain consistent drum speed across batch loads ranging from 5 kg to 15 kg. The automatic feeding and discharge mechanism enables continuous operation with minimal operator supervision.
For hydraulic seals with outer diameters between 3 mm and 100 mm, the XCJ-G600 can process the full size range without tooling changes. This is particularly valuable for manufacturers who produce mixed seal sizes for different hydraulic system specifications. The machine’s adjustable parameters allow operators to optimize cycle time and media aggressiveness for each seal material.
Cryogenic Seal Deflashing for Precision Hydraulic Components
Cryogenic deflashing becomes necessary when hydraulic seals require flash removal below 0.1 mm on sealing surfaces. The process uses liquid nitrogen at -100°C to -130°C to selectively embrittle the thin flash while preserving the seal body’s flexibility. Blasting media then fractures the brittle flash without mechanical stress on the base material.
Because hydraulic seals made from FKM (fluoroelastomer) and silicone rubber are increasingly specified for high-temperature and chemical-resistant applications, and because these materials have lower tear strength than NBR or PU, so cryogenic processing helps prevent surface tearing during deflashing. The cryogenic method also produces a smoother surface finish on the sealing lip, which reduces friction during the initial break-in period of hydraulic cylinder operation.
The main trade-off with cryogenic deflashing is cost. Liquid nitrogen consumption of 20-50 kg per batch adds $5-15 to processing costs per cycle. For standard O-rings and urethane piston seals, mechanical deflashing is normally adequate. For critical sealing applications where zero flash tolerance is specified, cryogenic deflashing is worth the additional cost to eliminate scrap and rework.
Comparison: Mechanical vs Cryogenic for Hydraulic Seal Deflashing
| Parameter | Mechanical Deflashing | Cryogenic Deflashing |
|---|---|---|
| Per-part cost (O-ring 50 mm OD) | $0.003-0.008 | $0.015-0.035 |
| Minimum removable flash | ~0.2 mm | ~0.05 mm |
| Sealing lip tolerance | ±0.1 mm typical | ±0.03 mm possible |
| Silicone / FKM compatibility | Fair (requires soft media) | Excellent |
| Cycle time (15 kg batch) | 8-12 minutes | 15-25 minutes |
Cost estimates based on standard production parameters for hydraulic seal deflashing. Actual costs vary by seal geometry, material compound, and local liquid nitrogen pricing.
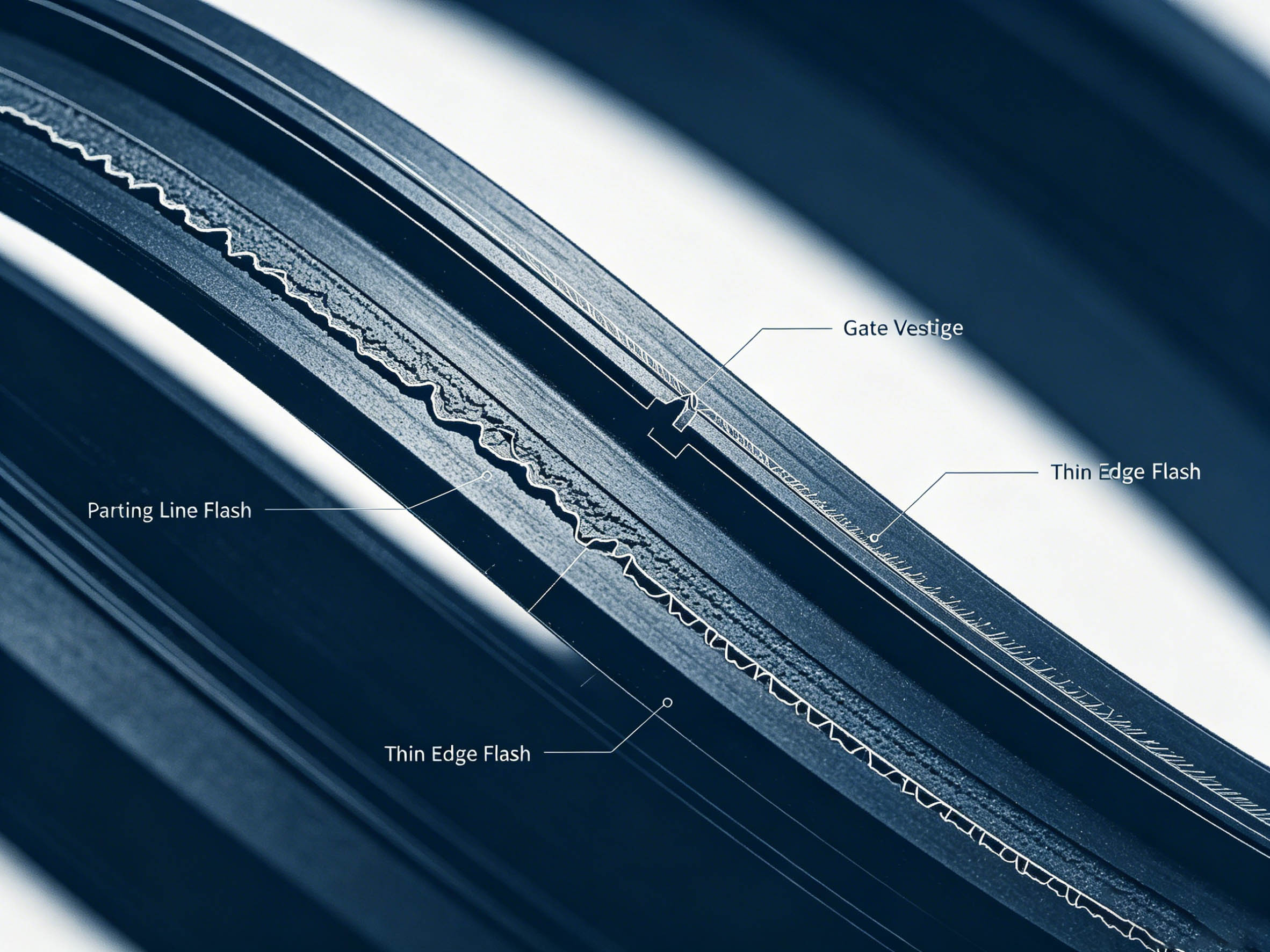
Common Flash Defects on Hydraulic Seals and How Deflashing Machines Address Them
Molding defects in hydraulic seal production produce several types of flash that require removal before the seal can function correctly in a hydraulic circuit.
| Flash Defect | Cause | Deflashing Solution |
|---|---|---|
| Parting line flash | Mold clamp pressure variation | Mechanical drum deflashing — 15 kg batch, 20-40 sec/part |
| Gate vestige | Injection gate trimming | Cryogenic freeze + blast for brittle removal |
| Thin edge flash (<0.3 mm) | Vent clearance or mold wear | Cryogenic deflashing at -120°C for controlled fracture |
| Internal bore flash (O-rings) | Core pin clearance | Mechanical tumbling with directed media flow |
| Irregular flash profile | Compound flow variation | Sequential deflashing: mechanical bulk removal + cryogenic finish |
Flash defect categorization based on common observations in compression and injection molding of hydraulic seals.
Integrating a Rubber Seal Deflashing Machine into Hydraulic Component Production Lines
A rubber seal deflashing machine can be integrated into an existing hydraulic seal production line with minimal reconfiguration. The XCJ-G600 mechanical deflashing machine measures 1750 mm (L) x 1000 mm (W) x 1000 mm (H) and weighs 650 kg, requiring approximately 2 square meters of floor space. The automatic feeding and discharge mechanisms allow direct connection to upstream molding equipment and downstream inspection stations.
For production lines processing over 10,000 seals per day, placing the deflashing machine immediately after the molding press and cooling station captures the seals at their most processable temperature. Seals should ideally enter the deflashing machine within 30 minutes of demolding, before post-cure shrinkage alters their dimensions. This timing window is especially important for NBR and FKM hydraulic seals that undergo secondary vulcanization.
Per OSHA 1910.212 machine guarding standards, the deflashing machine should be equipped with interlocked access panels and emergency stop controls. The machine’s built-in knife edge sensors and feed roller sensors provide additional operator protection during loading and unloading.
How to Select a Rubber Seal Deflashing Machine for Hydraulic Applications
Selecting the right deflashing equipment for hydraulic seal production depends on four factors: seal material, production volume, precision requirements, and budget constraints.
Choose mechanical deflashing when producing NBR, EPDM, or PU seals in volumes above 5,000 units per shift. The XCJ-G600′s 20-40 second per-seal cycle time and automatic batch processing make it suitable for standard O-rings, wiper seals, and piston seals with flash above 0.2 mm. The lower per-part cost ($0.003-0.008) is advantageous for price-sensitive commodity seal production.
Choose cryogenic deflashing when manufacturing FKM, silicone, or HNBR seals with flash below 0.3 mm. These materials respond poorly to mechanical abrasion because their flexibility causes the thin flash to flex rather than break. Cryogenic processing at -100°C to -130°C embrittles the flash for clean removal while preserving the seal body’s integrity. The higher per-part cost ($0.015-0.035) is justified by reduced rejection rates, typically saving 10-15% in overall production costs when initial defect rates exceed 8%.
Choose sequential processing when production includes seals with mixed flash profiles. A mechanical deflashing pass removes bulk flash, followed by cryogenic processing for precision surfaces. This approach is common in hydraulic cylinder seal kits that include both standard O-rings and precision rod seals in the same production batch.
Conclusion: Matching Deflashing Precision to Hydraulic System Requirements
Hydraulic system seals require deflashing standards that exceed those of general rubber parts because sealing surface defects directly affect system pressure retention and component life. A rubber seal deflashing machine that removes mold flash to within 0.1 mm on sealing surfaces is the minimum requirement for hydraulic applications above 100 bar.
Mechanical deflashing delivers the lowest cost for high-volume production of standard NBR and PU hydraulic seals. Cryogenic deflashing provides the precision needed for FKM and silicone seals in demanding hydraulic environments. Manufacturers producing seals for multiple hydraulic applications benefit from evaluating both technologies against their specific seal portfolio.
Related Equipment Information
• Review XCJ-G600 mechanical deflashing machine specifications for high-volume hydraulic seal processing.
• Explore complete rubber deflashing and processing equipment for integrated hydraulic seal production lines.
• See rubber gasket cutting machines for related seal production equipment.
• View automatic cutting and feeding machine for upstream rubber processing automation.
Frequently Asked Questions: Rubber Seal Deflashing for Hydraulic Systems
Xiamen Xingchangjia Non-Standard Automation Equipment Co., Ltd.
Floor1, Building 13, Huli Industrial Park, Meixidao, Tongan, Xiamen China
Email: info@xcjrubber.com | Website: www.xmxcjrubber.com
Post time: Jun-23-2026